
标记滚花轮


Zeus滚字轮均根据客户要求单独制造。每个字母,标识或数字都体现了我们对产品质量的高度关注。在端面标记上,进一步体现了我们的专业技术和标记滚花技术应用的多种可能性。
标记技术
对于车削零件的标记,可以区分两种技术。
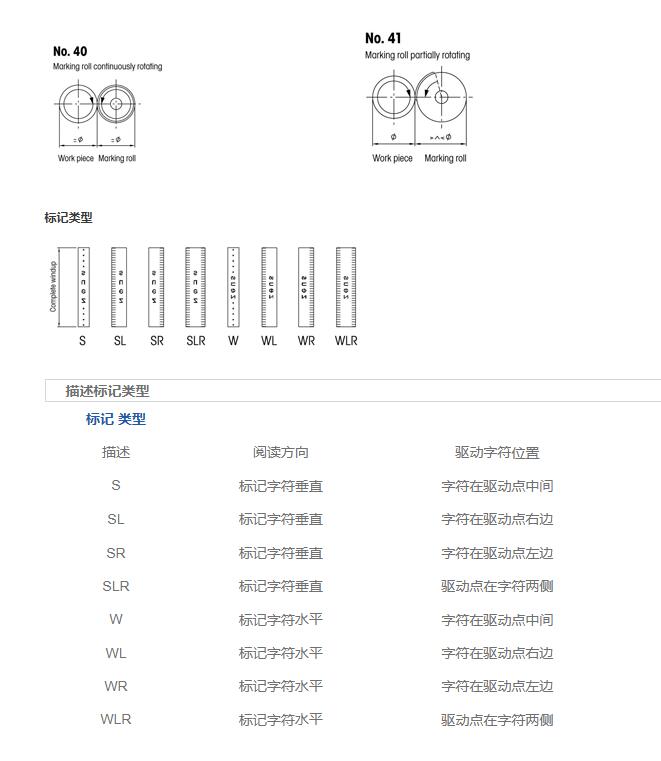
连续标记系统,通过标记滚花轮的循环旋转来完成加工,标记滚花轮(NO.40)与工件直径相关联。 弹簧复位标记系统,在展开字符后,通过集成弹簧缩回并返回到起始位置从而标记不同的工件直径(NO.41/42)。
NO.40与40-A型滚字轮
连续滚动标记
通过滚字轮的多次旋转来实现。标记轮与工件直径相关联。根据应用要求,40-A型可以更换单个字母的圆形部分,特别适用于具有可变标记内容的加工。
应用:
标记轮适应多种工件直径
适用于标准刀柄
在标记操作后,可通过进一步处理(例如切断)去除驱动点
易于更换和安装
特点:
通过滚字轮的多次旋转实现标记
在标记过程中标记轮连续与工件接触,直到刀具退回
注意:
需要精确的同心度
工件直径可能没有偏差
适配刀柄系列
MC1系列 130-08 / 10/12/14 / 16/20 131-08 / 10/12/16/20 / 25
MCC1系列 311/312
NO.41与NO.42滚字轮
弹簧复位标记
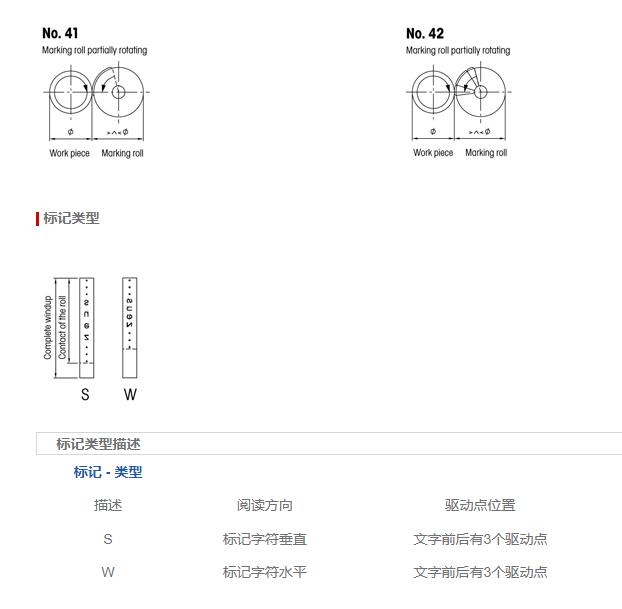
在弹簧复位标记系统中,标记通过部分标记字符的旋转来实现。优点是,不同的工件直径都可以标记。(NO.41/42)
应用:
可加工的工件直径范围广
可用于标记不同类型的工件
通常在标记的工件上可见3个驱动点
可以沿工件周长精确设置字符
NO.42系列可更换一个或多个字符部分 -更 适用于生产日期的等场合的标记
产品亮点:
通过滚字轮的部分旋转实现标记
滚字轮与工件接触,展开字符后,工具缩回并返回到起始位置
注意:
需要精确的同心度
工件直径是可能变化的
适配刀柄系列
MR1系列 431-08 /10/12/16/ 20/25





